Травление (протравка трубопроводов) — это контролируемый процесс очистки и обработки металлической поверхности. Технология применяется для очистки заготовок, трубопроводов, оборудования после монтажа или изготовления от окалины, ржавчины, окислов и снятия верхнего слоя металла. Наша компания занимается травлением систем и трубопроводов после монтажа на производственных линиях. Как правило это требование прописано в проектах и является обязательным условием пуска вновь смонтированных систем, таких как: гидравлические, газовые, кислородные, масляные высокого давления и систем где высокие требования к чистоте среды.
Химическое травление.
Метод химической обработки используют для очистки поверхности деталей и трубопроводов от оксидной плёнки, окалины и ржавчины для изделий из следующих материалов:
чёрных металлов;
нержавеющих и жаропрочных сталей;
титана и его сплавов;
алюминия.
В основном для травления применяют растворы на основе серной, соляной или азотной кислоты, иногда добавляют плавиковую. Заготовку погружают в кислотный или щелочной раствор, или создают циркуляцию раствора по контуру. Химический реагент контактирует с поверхностью на протяжении нужного временного интервала, в зависимости от задачи и от состояния. Необходимое время обработки может составлять от 20 до 300 минут.
Процесс очистки происходит за счёт выделения водорода при взаимодействии кислоты с металлом. Молекулы кислоты проникают через поры и трещины под оксидную плёнку. Там они взаимодействуют с металлической поверхностью, выделяется водород. Выделяющийся газ отрывает оксидную плёнку и очищает деталь. Одновременно с оксидами в кислоте растворяется обрабатываемый металл. Чтобы предотвратить этот процесс используются ингибиторы коррозии и специальные добавки.
Пассивация трубопроводов и поверхностей оборудования.
Пассивация — это процедура покрытия поверхности металла тонкой устойчивой к коррозии пленкой с целью защиты изделия или трубопровода. Такое покрытие предупреждает контакт металлической основы с кислородом и агрессивными средами. В условиях современного производства пассивирование применяется для того, чтобы придать металлу свойства, которые делают его похожим на благородный, либо создать оптимальные условия по чистоте среды в системе. После обработки металл не поддается окислению и прочим негативно воздействующим на него факторам.
Когда пленка образуется и закрепляется на металлической основе, химическая активность изделия значительно снижается. Все, кому доводится работать с металлоконструкциями и стальными изделиями, знают о необходимости и важности защиты такого рода. На практике опытные эксплуатационщики сталкивались с ситуациями, когда на производстве эксплуатировались не подвергшиеся пассивации трубопроводы, емкости и резервуары, котельное и другие оборудования, которое преждевременно выходило из строя, покрывалось коррозией, отложениями, что приводило к аварийной ситуации.
Этапы процедуры химической пассивации.
Процесс пассивации состоит из 5 этапов:
Подготовка оборудования: обезжиривание, удаление лишней грязи и отложений;
Непосредственный контакт с реагентом пассиватором (циркуляция или погружение);
Контроль за средой, мониторинг на протяжении расчетного времени;
Слив раствора и просушка оборудования;
Выполняется контроль качества обработки.
Механизм пассивации.
Пассивация стали, железа и других металлов основана на методах, в основе которых лежит химические взаимодействие поверхностного слоя металла с разными растворами прочих металлов. В итоге на поверхности образуется пассивирующий слой, обладающий новыми химико-физическими характеристиками. Такой слой формирует надежный барьер, препятствующий окислению, за счет чего создается активная защита от ржавчины.
Для химических реакций применяются различного рода металлы в зависимости от первичного материала детали или оборудования. Для проведения процедуры используют различные кислоты для пассивации. В большинстве случаев раствор создается на базе азотной или ортофосфорной кислоты. Защитная пленка с высокими защитными свойствами на поверхности стали создается при помощи солей этих веществ.
Применение пассивации металла.
С помощью технологии пассивирования можно:
Улучшить проводимость тока в области электрического контакта;
Предотвратить развитие и дальнейшее распространение ржавчины на поверхности материала;
Защитить сварочные швы и другие соединения от разрушения;
Выполнять финишную обработку, изменять декоративные свойства изделия
Повысить чистоту рабочей среды в гидравлической системе.
При пассивировании поверхности металлических изделий обрабатывают растворами химических соединений, обладающих окислительными свойствами. В этой роли чаще всего выступают кислоты, нитриты и растворы солей хрома. Нанесение раствора на поверхность металлических поверхностей производится методом погружения, циркуляции или вручную, с помощью специального оборудования. Применяемые при пассивировании растворы обычно состоят из основного реагента и нескольких добавок, ускоряющих и стабилизирующих процесс пассивации. В общем виде процесс пассивирования состоит из следующих этапов: Механическая очистка поверхностей изделия, химическое обезжиривание в растворе едкого натра и кальцинированной соды, промывка в проточной горячей, а затем холодной воде, пассивирование в течение заданного времени, нейтрализация и стабилизация, промывка холодной водой, сушка или обдув теплым воздухом. Контроль качества поверхности после пассивирования производится визуальным или инструментальным способом.
Образец методики обработки черных сталей.
Протравка
1.Перед присоединением к установке для травления участок испытывают на плотность сжатым воздухом, устраняют выявленные дефекты, после чего подсоединяют к установке для травления и производят обработку его внутренней поверхности.
Параметры опрессовки
Наименование систем и трубопроводов. Давление воздуха, МПа
Смазочные:
1.1. Жидкой смазки:
1.1.1. Нагнетательные трубопроводы. Рабочее
1.1.2. Сливные трубопроводы. 0,1
1.2. Пластичной смазки. 0,5
Гидравлические. 0,5
Пневматические. Рабочее
При разбивке смонтированного трубопровода на участки, по которым будет прокачиваться травильный раствор, необходимо учитывать, что:
вместимость участка не должна превышать 80% объема раствора в баке во избежание попадания в промываемый трубопровод пены, образующейся в баке на поверхности раствора; для обеспечения слива раствора после травления участок должен быть собран с уклоном в сторону движения травильного раствора; в пределах одного участка должна быть обеспечена скорость потока раствора кислоты не менее 3 м/с;
При составлении кислотных растворов лить воду в кислоту запрещается.
Конфигурация участка рекомендуется такой, чтобы при травлении не образовывались воздушные пробки, а все отводы и патрубки должны быть расположены горизонтально. В системе циркуляции необходимо установить фильтр.
Обработку внутренних поверхностей участков трубопроводов производят в два этапа. Вначале по участку прокачивают 15–20%-ныйраствор ортофосфорной кислоты, подогретый до 50–60 °С. Время прокачки зависит от состояния внутренних поверхностей трубопроводов (но не менее 2 ч); при этом направление движения травильного раствора следует периодически менять на обратное путем соответствующего переключения вентилей.
После окончания травления закольцованный участок продувают сжатым воздухом и заполняет 2%-нымраствором ортофосфорной кислоты-пассивация. Пассивацию (второй этап) производят, промывая закольцованный участок 2%-ным раствором кислоты, подогретым до 50–60 °С в течение 1 ч при непрерывной циркуляции. Качество промывки определяют по наличию видимых загрязнений в растворе, взятом из промываемого участка. По окончании пассивации раствор кислоты должен быть слит в бак (для 2%-ного раствора) установки, а участок трубопровода — продут от остатков раствора и просушен сжатым воздухом, предварительно очищенным от влаги и масла. В процессе продувки следует поочередно снимать заглушки с патрубков. Вместо пассивации закольцованный трубопровод после травления 15–20%-ным раствором ортофосфорной кислоты и ее удаления можно промыть подогретым до 40–50 °С щелочным раствором (2–3%-ным N аОН) в течение 6–8 ч, после чего остатки щелочи выдувают сжатым воздухом. Этот способ можно применять в тех случаях, когда операции травления и последующей промывки маслом выполняют без перерыва, т. е. после удаления остатков щелочи трубопровод заполняют маслом.
Отработанные травильные растворы перед сливом в канализацию необходимо нейтрализовать. Для этого в ванну или бак с отработанным кислотным раствором следует вливать водный раствор гашеной извести (1 часть извести на 3 части воды) до прекращения выделения пены.
Маслообработка после травления:
Просушенные трубы и узлы трубопроводов необходимо смазать маслом, погружая их в ванну. После извлечения из ванны трубы должны быть уложены на стеллажи в наклонном положении для стекания масла. Продолжительность этой операции не менее 2–3 ч
По окончании монтажа трубопроводы, собранные из труб и узлов, протравленных в растворах соляной или серной кислот, промывают смесью керосина (50%) и маловязкого минерального масла (50%) для удаления загрязнений, попавших в трубопровод при сборке и сварке монтажных стыков. Если эти загрязнения незначительны, а также в том случае, если травление осуществлялось в растворе ортофосфорной кислоты с последующей пассивацией, промывку смонтированных трубопроводов осуществляют маловязким маслом.
Промывку осуществляют с помощью инвентарных насосных установок, состоящих из насосных агрегатов и баков, смонтированных на общей раме. Подача насосов при промывке должна обеспечивать скорость промывочной смеси или масла в трубопроводе не менее 8 м/с. Можно использовать для промывки насосы и баки смазочных или насосно-аккумуляторных станций, если эти насосы могут обеспечить необходимую подачу. Промывку следует производить по закольцованным трубопроводам или отдельным их участкам. Рекомендуемая температура промывочной жидкости 50–70 °С. Заполнение баков и трубопроводов промывочной смесью или маслом можно начинать только при наличии действующих систем вентиляции и автоматического пожаротушения.
-

- До травления
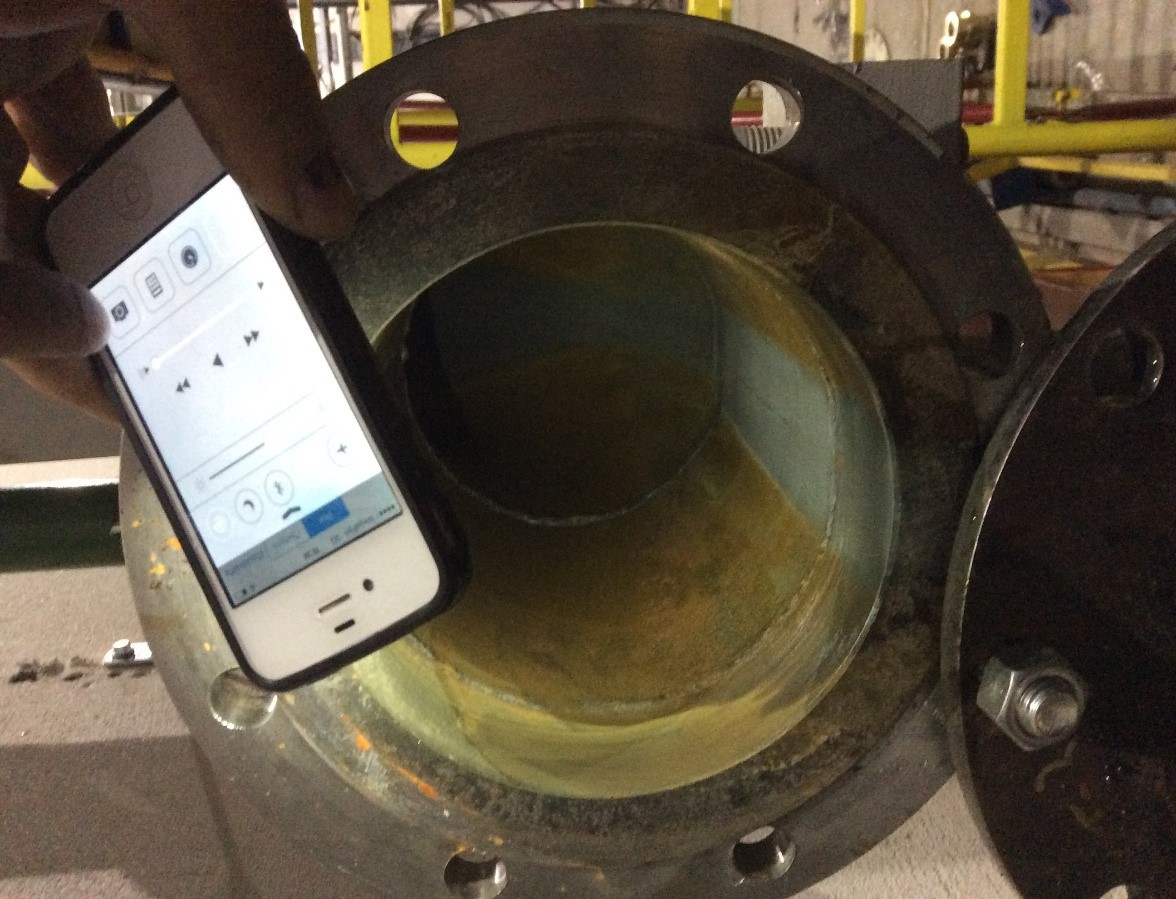
-

- После травления

Смотрите так же: